Original link: https://www.latepost.com/news/dj_detail?id=1216
Tesla’s fate has not been optimistic. In 2015, the former chairman of Daimler commented that Tesla could not even build doors well, and it could not be compared with the great German car company. Seven years later, Tesla’s achievements are indisputable. It has 4 car factories around the world, can produce nearly 2 million cars a year, sold 930,000 cars last year, and will hit 1.4 million sales this year. Tesla’s gross profit margin for the entire vehicle exceeded 30% last year, far exceeding Toyota (19.6%), the world’s largest car company by sales. and ideal (21.3%).
Behind this change, a less observable turning point occurred in the spring of 2018, when Tesla erected a large tent in the open space of its first car factory, Fremont, California, to assemble the Model 3. At the time, Tesla was stuck in capacity hell where it couldn’t deliver the Model 3 at scale. The tent was derided as a “vegetable greenhouse” and was fined $29,000 for illegal construction.
It is also in this tent that Tesla forged the prototype of the future Gigafactory. It explores a set of production ideas and practices that are different from the traditional automobile industry from scratch. It consists of some self-developed automation equipment, complex software systems and innovative processes. It introduces the concept of autonomous driving into the production line, so that the assembly line and workstations can learn and evolve with environmental changes such as materials and orders.
The ultimate pursuit of production efficiency and capability also explains Tesla’s unique product design and the resulting high gross profit. Tesla has been working on reducing auto parts for years, which can streamline production steps, shorten production time, and reduce manufacturing costs. The Model 3, which began deliveries in 2017, had just over 10,000 parts, a third of the Model S delivered in 2012. Before Tesla, the number of parts of traditional fuel vehicles was generally more than 30,000.
Musk is well aware of the importance of manufacturing capabilities. He said in Tesla’s 2017 Q3 earnings conference call: The essence of manufacturing competition is the competition of manufacturing capabilities, that is, the competition of factories.
This article reviews and dismantles the history of Tesla’s factory evolution and changes in product design that correspond to increased manufacturing capabilities. Competitors are already imitating innovations in Tesla’s factories: NIO and Xpeng, for example, are introducing a one-piece die-casting process, reducing the number of parts and time required to make body-in-white. But the more important, and harder to imitate, part is the way Tesla thinks about doing it all.
The hardest product is not the car, but the factory that makes the car
“The hardest part is not designing the Model T, but discovering the Ford assembly line and building the Rouge River factory.” In an earnings call in 2017, Musk said that Tesla treats the factory as a product , a machine that makes machines.
Tesla’s factory exploration began with the purchase of the Fremont, California factory from GM and Toyota in 2010. Since then, Tesla has successively established the Nevada battery factory, the Shanghai Gigafactory, the Berlin factory, and the Austin, Texas factory.
A key turning point in Tesla’s factory evolution is the Model 3 deliveries from 2017 to 2019. This is also a time when Tesla is stuck in capacity hell.
When the Model 3 was released in early 2016, Tesla planned to start mass production on a small scale and then ramp up to 5,000 units per week. But skyrocketing orders have led Musk to advance Model 3 deliveries to July 2017 from the end of 2017, hoping to build a highly automated, worker-free assembly line to speed up production.
Before 2018, Musk wanted to automate by purchasing off-the-shelf robotic arms, AGVs (mobile robots that can transport materials in the production line) and other equipment, with poor results.
At the California factory, by the summer of 2017 engineers were teaching robots to recognize and grab wires of different colors. At the Nevada battery factory, robots are far less precise and faster than humans when they drain thousands of batteries into battery packs. Tesla had to seconded dozens of workers to Panasonic to manually assemble the battery packs. In the fourth quarter of 2017, Tesla produced only 2,425 Model 3s.
The greater difficulty in automating the production of Model 3 is that Model 3 changes frequently. Musk hopes that the production line can also keep up with product iterations in a timely manner, which means that the production line must be very flexible and can quickly adapt to new parts and changing processes.
The manufacturing methods of traditional car companies cannot meet the requirements. In the original assembly line, only one fixed process was repeated for each process, and the goal of automation equipment such as robotic arms was to complete a single step quickly and accurately, rather than adapt to changes.
In mid-2017, Musk changed his mind and started recruiting more “laymen.” Allen Chih Lun Pan, an engineer who worked on intelligent driving at GM, joined Tesla’s factory team at that time. Allen was 33 years old at the time, from Taiwan, China, and preferred fields such as robotics and autonomous driving that Musk called “Physical AI”. Compared with the technicians Tesla recruited in the past with years of experience in car production, Pan and a group of new entrants at the time were young and inexperienced in production.
That’s exactly what Musk is looking for. “You don’t have the old production concept of the auto industry in your head, you can solve the problem with another kind of cognition.” Musk said when recruiting Allen.
Half a year later, Musk wrote an all-staff email in April 2018, asking all R&D personnel not directly related to Model 3 to go to the factory to help. Tesla started something far-reaching at this time, building the GA 4.
GA, General Assembly, is the final assembly line. Previously, the California factory had a total of 3 assembly lines, of which GA 3 was responsible for the production of Model 3.
Unlike the first three lines, the GA 4 is housed in a semi-permanent enclosed “marquee”. It has long been derided as a “vegetable greenhouse” by the outside world, a testament to Tesla’s stretched production capacity.


Pictured: Top view (top) and interior (bottom) of Tesla’s California factory GA 4
But Allen told “Late Auto” that in fact, it was in GA 4 that Tesla explored the basis of multiple Gigafactories that followed.
Because of Musk’s previous email, many teams that had nothing to do with Model 3 production gathered at the factory. At this time, Allen met Lukas Pankau, a 31-year-old vehicle system architect who graduated from the University of Michigan. He joined Tesla in 2013 and was responsible for the electronic and electrical architecture design of Model X, 3, and Y.
These two engineers with very different backgrounds and experiences set out to solve production problems from a systems perspective. Allen said that at the time, Tesla was in a state of “horse racing”, with different groups coming up with different proposals.
Considering that the time from Model 3 research and development to mass production was greatly shortened, and the production at that time was still accompanied by frequent product iterations, Allen and Lukas decided to organize production centered on logistics materials, and introduced the concept of autonomous driving technology.
Autonomous driving consists of three parts: perception, decision-making, and control. When people drive, they see the road (perception), think about how to drive (decision-making), and manipulate the vehicle (control). Projected to production is perception, learning, and automation. The method of perception is to deploy sensors on the production line to monitor the status of each station and the relationship between adjacent stations, where people are crowded and where the speed is slow; learning is to find optimization space based on the collected data, such as Integrate workstations, adjust the sequence, etc.; automation refers to the final execution link, that is, sending new actions to workers, robotic arms, AGVs and other equipment, and then monitoring the new state, then learning, executing, and spiraling.
The software carriers of this program are MOS (Material Operation System, logistics material management system) and MES (Manufacturing Execution System, production execution system). The former masters the material situation and is the source of production; the latter mobilizes personnel and equipment to produce accomplish. Hardware carriers are sensors, robotic arms, AGVs, and other devices. Allen’s first half-year work at Tesla was to optimize the intelligent controllers for AGVs and robotic arms. Together with his colleagues, he rewrote the underlying software of the robotic arm, modified the controllers and motors in Tesla cars, and used them in the redesigned AGV.
After a small-scale test in May 2018, the solution was backed by Musk, and it was called Station Control.
A major feature of Station Control is to help Tesla shorten the cycle between R&D models and mass production. This approach to accelerating mass production delivery is similar to “agile development” in the software industry. In the case of non-stop line, when a part of a certain process in the assembly workshop is missing or changed, this system can tell the equipment or workers to skip this link within tens of seconds, and then connect it at a suitable place later to produce production. The line can continue to run. This breaks the perception of traditional car companies that mass-produced models cannot be “iterated in small steps” online.
In addition, this solution can also discover which stations can be merged and streamlined, and which steps can be changed in order, which is beneficial to improve the production line tact time, reduce the number of stations, save the overall quality inspection time after each process, and improve the manufacturing speed.
The production line has thus become a whole that can be learned and evolved, rather than a relatively fixed process with fine division of labor. Allen said that when Tesla rapidly iterates its production plan in 2018-2019, some GA 4 stations may adjust tasks every half a day. In a traditional car factory, the production line can only be adjusted once a year.
New experiments in the big tent helped Tesla out of production hell. On July 1, 2018, Musk announced that Tesla had achieved its goal of producing 5,000 Model 3s per week. Before this summer, Tesla laid off more than 4,000 people, many of whom were management and R&D personnel with years of experience in traditional car production. Tesla has built a production system that no longer depends on them.
The proven production method in GA 4 was replicated in the Shanghai Gigafactory in 2019, Tesla’s first car factory designed from scratch. “Latency Auto” previously reported that after the expansion in July this year, the Shanghai plant can increase production capacity by more than 20% without expanding the plant. The number of final assembly steps for the Model 3 was reduced from 198 in 2017 to 43 in the first half of 2020, thanks to functional integration of parts, a reduction in the number of components, and line iterations. When traditional automakers build factories to increase production capacity, and Tesla just needs to upgrade production lines, the competition for manufacturing efficiency is over.
The Shanghai factory also shows another thread of Tesla’s factory evolution: the ultimate pursuit of improving space utilization efficiency and compressing logistics time.
The layout of Tesla’s California factory follows the traditional car factory: stamping, assembly, spraying, and final assembly. These four major automobile manufacturing links each have independent factories and are scattered around the factory. In the Shanghai factory, these four processes are all integrated into a super-large factory building covering an area of 80 hectares, which is equivalent to 110 standard football fields. Each link in the workshop adopts a double-layer or multi-layer structure, the upper layer is used for component manufacturing, and the lower layer is used for component transportation. Not only the pursuit of plane space efficiency, but also the pursuit of three-dimensional space efficiency.
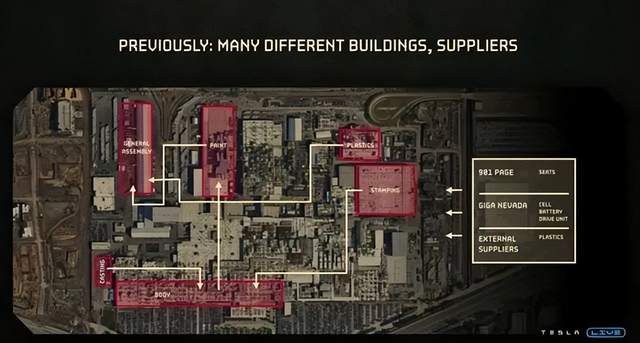
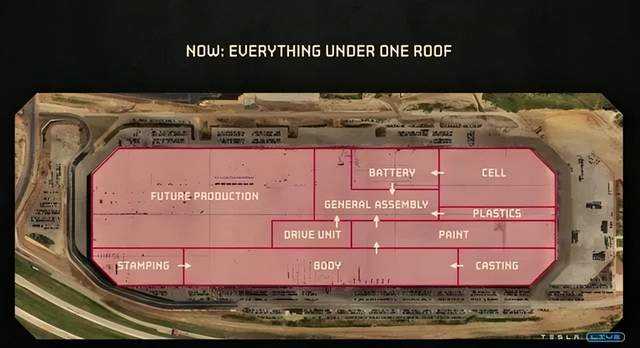
Figure: California factory floor plan (top) and Texas factory floor plan (bottom)
There are more than 100 crossings in the Shanghai factory. When the container trucks transporting parts and components enter the factory, they will stop directly at these crossings, the container door will be opened, and the parts will enter the production line directly from the container, eliminating the need for unloading and parts entering. The time required for warehouse, delivery, and production line also saves a batch of warehouses, and containers are temporary warehouses.
Based on the experience of the Shanghai factory, Tesla has “produced” the Berlin factory in Germany and the Austin factory in Texas in the last two years. Together, they will serve Tesla’s ambitious goal of producing 20 million vehicles a year in the future, a figure close to China’s total passenger car sales last year (21.48 million).
Looking back at Tesla’s journey out of capacity hell is an uncompromising victory. If the idea of rapidly iterating the production line to follow the Model 3 was abandoned, Tesla’s factory could use more of the legacy of its predecessors to meet the standard faster, but it insisted on doing great in its own way. They are not filling the current hole, but accumulating long-term assets and building a deep enough moat with enough research and development.
easier-to-build cars
The effort to build manufacturing capabilities takes place not only within the factory, but also during the product design phase. In 2017, Musk said that Tesla’s manufacturing capabilities largely come from making vehicles easier to manufacture. The way to do it: Fewer parts and more software.
When it began developing the Model S in 2008, Tesla was already reducing auto parts and simplifying the manufacturing process.
This aspect is the fate of new technology products: you can’t buy ready-made, easy-to-use, cheap things from the market.
Before that, the highly vertically integrated production model of buying rubber and making tires by itself in the Ford era has given way to a more efficient division of labor in the industrial chain. By the 1980s, the main processes undertaken by car companies were fixed as stamping, welding, painting and final assembly. The assembly line starts with finished products from suppliers, and car companies only need to buy parts from the “shelf” and put them in the car.
But when Tesla developed the Model S, that didn’t work. What Tesla wants, suppliers can’t meet. Tesla is back to vertical integration, developing and building more of its own. Just like when IBM started producing mainframe computers in the 1940s, it developed everything from transistors to punched parts.
When designing the Model S, Tesla had to develop its own special fuse for faster acceleration to allow the vehicle to withstand the surge in current for a short period of time. Tesla will also be more involved in the supplier development process. In mid-2013, Tesla found that one component of the battery cooling system had a high cost and low yield, because the manufacture of this component required two aluminum products to be processed and welded separately. Tesla later asked Chinese aluminum casting supplier Xusheng to remanufacture the part in one-piece die-casting, omitting the welding process.
Reducing parts is also Musk’s subjective wish.
Model S embeds a 17-inch touch screen in the car, integrating functions such as air conditioning adjustment and in-car entertainment equipment adjustment in the original car into one screen. With the exception of physical switches such as emergency lights, which are legally required to remain, dozens of other buttons have been eliminated.
When engineers wanted to put another light switch outside the Model S’s steering wheel, Musk was angry: “They want to make a damn switch, write software to solve it, and the lights will automatically turn on when it’s dark, it’s that simple.”
The next model after the Model S, the SUV Model X, which was developed in 2012, is not among the “easy-to-build” cars. The Model X with the falcon wing door design is more like a work of art, and it is extremely difficult to manufacture. During the 2017 Q1 earnings call, Musk admitted that the biggest mistake Tesla made with the Model X was designing too many complicated features.
After that, the first Tesla model to shoulder the goal of mass production was the Model 3, which was developed in 2015.
Model 3 components are further reduced. When the owner sits in the Model S, they can still see the instrument panel in addition to the center console. The Model 3 completely removed the instrument panel, and put all controls and car status displays, including speed, on the central control screen.
There is a “super kettle” on the Model 3, which is responsible for the cooling of the battery, motor and air conditioning system. The Chevrolet Bolt EV, which launched in the same year as the Model 3 and initially sold for the same $35,000, uses three separate water bottles to achieve the above functions.
Based on the Model S and X, a more holistic change to the Model 3 is the centralization of the electrical and electronic architecture, which uses fewer ECUs (Electronic Control Units) and shorter wiring harnesses.
On a traditional car, functions such as turning on the lights and air conditioners need to be controlled by separate ECUs, and wiring harnesses are required to connect these ECUs. Cars before Model 3 generally have about 80 ECUs, and the wiring harness can be several kilometers long. For example, the new Volkswagen Golf launched in 2019 has 70 ECUs, behind which there are more than 200 suppliers; the wire harness length of Audi A8 exceeds 6 kilometers.
The Model 3 replaces the numerous ECU controllers found in other vehicles with an integrated computing module and three body control modules. Each module is responsible for the data processing of multiple ECUs in the nearby area, so that the same or more functions can be achieved with fewer ECUs, fewer chips and shorter wiring harnesses.
In the end, the ECUs of Model 3 have been reduced from dozens to more than a dozen in the past, the total number of parts has been reduced from more than 30,000 in Model S to more than 10,000, and the length of the wiring harness has been reduced on the basis of Model S. Half, only 1.5 km.
The centralization of electronic and electrical architecture requires strong software capabilities. In traditional car companies, the software of ECUs is written by suppliers. Tesla’s reduction in the number of ECUs means redevelopment of software that can control multiple functions, ensuring that less hardware can perform the same function. Tesla’s hardware and software capabilities allow it to reduce its dependence on the supply chain. During the chip shortage, engineers from traditional car companies are waiting for suppliers to send chips over, while Tesla engineers are rewriting the code to replace the shortage of chips with general-purpose chips.
The electronic and electrical architecture design of Model Y is mostly carried over from Model 3. Its progress lies in the use of a combination of new technologies such as integrated die-casting, CTC (Cell to Chassis, which integrates the battery directly into the chassis), and 4680 battery, which improves the manufacturing and assembly efficiency of the body and the three-electric powertrain.
According to Wired Magazine, the one-piece die-casting technology used on the Model Y was inspired by a zinc alloy toy car on Musk’s desk. The British toy factory made this toy car by die casting in the 1950s. The workers put the mold into the casting machine, scooped a spoon of molten zinc alloy into the machine, and a toy car and a casting machine can be made in a few seconds. , 7000 vehicles can be built every day.
Musk wants to build a car in this way of building a toy car, which requires finding the right materials and equipment.
In 2016, SpaceX, founded by Musk, hired Apple alloy expert Charles Coyman to head SpaceX’s materials engineering team, the designer of the MacBook’s metal casing. Two years later, Koyman developed an aluminum alloy material suitable for high-strength die-casting, and SpaceX transferred the technology to Tesla.
With special metal materials, Tesla found Hong Kong Lijin Group in 2019, which built the world’s first die-casting machine with a 6,000-ton clamping force (the clamping force applied by the die-casting machine to the mold).
In June 2020, Tesla dismantled a spare workshop at the California factory and built an arched metal plant. Two months later, a die-casting machine with a length of 19.5 meters, a height of 5.3 meters and a weight of 410 tons was erected here.
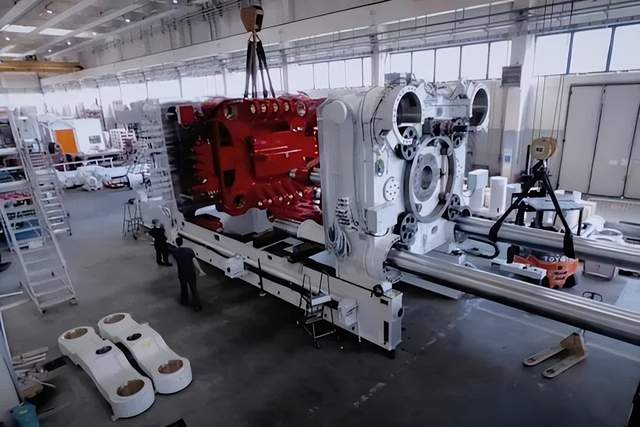
Figure: One-piece die-casting machine in Tesla factory
Melted aluminum alloy is poured into this die-casting machine, and after 90 seconds, a brand new Model Y rear base plate will come off the assembly line. The original 700-800 welding points of the rear body floor have been reduced to 50, and the 70 parts have been drastically reduced to two, and the white body manufacturing time has been reduced from 1 to 1 in the traditional process (welding various sheet metal parts into the steel frame on the car). -2 hours reduced to 3-5 minutes.
Tesla next plans to replace the entire lower body assembly consisting of 370 parts with 2-3 large die-casting parts, which will reduce the total vehicle weight by 10% and increase the vehicle’s cruising range by 14%.
In addition to one-piece die-casting, Tesla also tried its best to reduce components when developing battery technology.
The original power battery production process is to pack the battery module and put it in the car. Tesla integrates the battery module directly into the chassis. This is the CTC technology. This improvement is inspired by the aircraft wing fuel tank. “The wing is the fuel tank, not another fuel tank in the wing,” Musk said.
After adopting CTC technology, Model Y reduces 370 parts, reduces the weight of the lower body assembly by 30%, and reduces the manufacturing cost by 40%.
Other car companies are imitating Tesla’s actions, but it’s hard to imitate the way it thinks
Tesla is a company with a strong personal will of the CEO. Musk’s way of thinking determines how Tesla improves its manufacturing capabilities and solves other problems.
Musk pursues first principles, deconstructing things into basic elements when solving problems, finding optimal solutions from scratch, and does not easily believe in existing practices. The first sentence of the Tesla employee handbook is: We are Tesla, we are changing the world, and we are willing to rethink everything.
In the early days of Tesla’s startup, investors believed that the cost of lithium batteries was too high. At that time, lithium batteries sold for $600 per kilowatt-hour, and a 70-kilowatt-hour battery cost as much as $42,000. Musk’s way of thinking is to disassemble the lithium battery into lithium, cobalt, nickel and other metal materials, and the price of the required materials per kWh for the lithium battery is $82. He believes that in principle, the cost of lithium batteries can be determined by large Scale manufacturing is reduced. After 2010, the cost of lithium batteries has decreased by about 10% per year, and the price of lithium batteries per kWh in 2022 is about $170.
Another example is that when Tesla was making a high-current fuse in 2012, engineers thought that the existing technology could not make it, but Musk believed that as long as the design of the fuse did not exceed the physical limit of the material, it could be made. Tesla did eventually design and manufacture this fuse.
Trying fast and failing fast, and repeating the process over and over again, is the methodology of the Silicon Valley software industry, and Musk brought this philosophy to Tesla.
Allen told Late Auto that Tesla has a “333” working mechanism inside. When an engineer has a new idea or encounters a problem, he has three days to think about research, three days to collect the materials needed to solve the problem, and three days to make samples or demonstrate the feasibility of the idea. After that, Tesla will give engineers 10-90 days to turn the idea into a Demo (prototype), and then iterate gradually.
At Tesla, failures in technology development are not real failures. One Tesla engineer said that when developers asked Musk what to deliver, Musk would say, “I don’t care if you succeed, it’s important to document the development process in its entirety.”
Tesla had designed a snake-like robot that could charge the car when it was developing the Model S in the early days, but the efficiency of the robot opening the charging cover was too low. This solution, which was abandoned at the time, was later used at the end of the unmanned forklift in the Tesla factory, making the forklift more flexible when picking up pallets and materials. Musk runs multiple high-tech companies at the same time, and technology will flow between these companies. If a technology fails at Tesla, it may also be applied in other directions.

Figure: Tesla’s automatic charging robot
Many car companies are imitating Tesla’s actions. Car companies such as Volkswagen have begun to focus on software capabilities and released a centrally integrated electrical and electronic architecture similar to Tesla. Volvo, Xpeng and NIO announced that they will use one-piece die-casting technology by 2025. Allen and Lukas co-founded Industrial Next in Beijing last year, planning to improve and upgrade the production line technology that has been verified in Tesla and promote it to other car companies. They saw the need for Chinese car companies to learn from Tesla’s software-defined manufacturing.
Musk will not rest on his laurels. Even in the face of problems that seem to have been solved, Tesla is considering other solutions, such as exploring alternatives to unibody body molding solutions other than unibody die casting. Better unibody solutions may also be used to make Space X rockets in the future.
By transforming factories, transforming cars, and polishing factories as products, Tesla has gone from a layman who mass-produces cars to a leader in a new generation of manufacturing methods. Tesla’s most important product is not the car, but the method of making it, and the ability to invent that method.
Title image: California factory paint shop by Rivista Automobilismo
This article is reprinted from: https://www.latepost.com/news/dj_detail?id=1216
This site is for inclusion only, and the copyright belongs to the original author.